TIG welding
TIG (Tungsten Inert Gas) welding or GTAW (Gas Tungsten Arc Welding), according to the terminology AWS, is an arc welding process with infusible electrode (tungsten), inert gas supply, which can be run with or without filler metal. The welding is performed by melting the edges of the part to be welded, creating the joint, if needed with filler material. The electrode, the weld pool, the arc, the filler material and the adjacent areas of the part are protected from atmospheric contamination by a stream of inert gas (or gas mixture) emitted from the torch. Considering the particular stability of the arc, the small size of the heat source and the possibility of use without a deposit of filler material, the TIG process is widely used in the realization of high quality joints on materials sensitive to the heating imposed by welding (Cr-Mo steels for high temperature use, stainless steels, non-ferrous alloys), especially during first process stages.
Advantages of TIG Welding
Easy to control arc, resulting in considerable deposit regularity
Possibility of transferring the filler metal in the welding pool without any significant loss of the elements of which the part is actually composed
Voltage and current power levels are adjustable within wide limits, in particular the minimum values which can be greatly reduced
Powerful and concentrated heat source
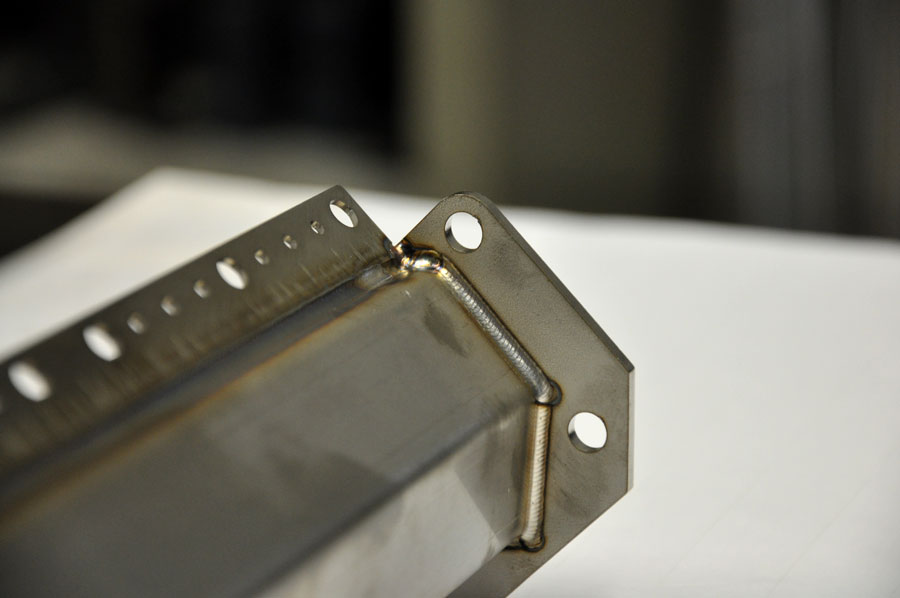
Ultimately, this process is ideal for first stages and for aesthetic seals on carbon steels, low alloy steels, alloy steels, nickel alloys, aluminum, copper, titanium, magnesium and other non-ferrous alloys.
Gallery